Industrial Casting Buyer’s Note (From the Shop Floor to the Boardroom)
Industrial casting is having a moment. Energy transition, supply-chain reshoring, and relentless cost pressure are reshaping specs and schedules. I’ve sat in enough supplier APQP calls to know: speed is up, tolerance windows are tighter, and QA paperwork is thicker than ever. And yet, when a foundry gets it right, it’s still the most economical way to turn molten metal into reliable, complex shapes.
What’s new on the floor
- 3D sand printing for prototype casting cores; fewer tooling iterations.
- Simulation-first gating/risers to kill porosity before it happens.
- Lightweight alloys and duplex stainless where corrosion wins too often.
- Traceability: EN 10204 3.1 MTRs almost default now; PPAP for mobility, no surprise.
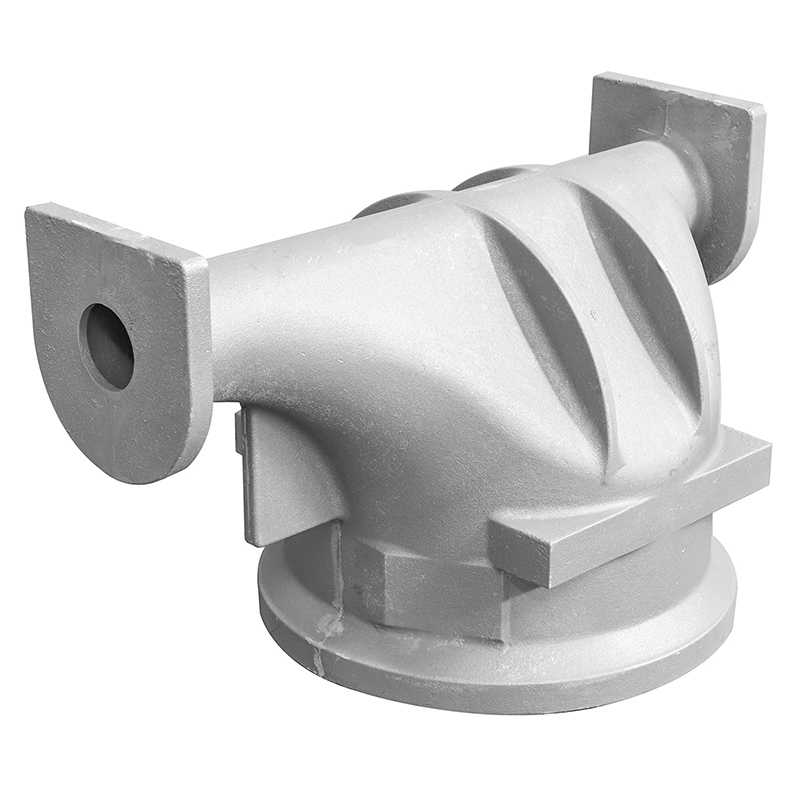
Product snapshot: Industrial Casting from Mingda Metals
Origin: Gelan Building, No.256 Xisanzhuang Street, Shijiazhuang, Hebei, China. Processes offered: Sand casting, Cold Core, Hot Core, Resin Sand casting, Lost wax casting. Part weight ≈ 0.2–200 kg. Surface treatments: shot/sand blasting, polishing, passivation, primer painting, powder coating, ED-coating. Honestly, that’s a pragmatic menu—enough versatility for pumps, valves, rail brackets, ag equipment, and a chunk of off-road parts.
Typical process flow (real-world)
DFM review → pattern/core build (or printed cores) → molding → melt & pour → shakeout → gate/risers removal → heat treatment (if needed) → machining → surface finishing → NDT → dimensional and mechanical testing → packaging. Materials: gray/ductile iron, carbon/alloy steel, stainless (304/316/2205), bronze/brass; sometimes Ni-resist for high-temp media.
Specs at a glance
| Weight range | ≈0.2–200 kg per casting (real-world use may vary) |
| Dimensional tolerance | ISO 8062-3: CT8–CT10 for sand; CT5–CT6 for lost-wax casting |
| Surface roughness | Ra ≈ 3.2–25 μm (investment better, sand higher) |
| NDT options | VT, PT, MT (ASTM E1444/E709), RT/UT as specified |
| Mechanical tests | ASTM A370 tensile; hardness ISO 6508; impact per ASTM E23 |
| Coatings | Primer, powder, ED; passivation for stainless; blast prep Sa 2.5 |
Applications and lifecycle
Pump/valve bodies (water, slurry), drivetrain housings, wind hardware, brake caliper anchors, mining wear parts. Service life: 5–20 years depending on alloy, media, and coating. Many customers say ED-coated ductile iron parts survive coastal installs noticeably better—anecdotal, but matches lab salt-spray trends.
Vendor comparison (pragmatic)
| Vendor | Processes | Certs (typical) | Lead time | Notes |
|---|---|---|---|---|
| Mingda Metals (Industrial Casting) | Sand, resin sand, lost-wax casting | ISO 9001/PPAP on request (verify) | Tooling 2–4 wks; SOP 4–8 wks | Broad coating options; flexible MOQs |
| Vendor A (Regional) | Sand casting only | ISO 9001 (typical) | SOP 6–10 wks | Lower price index; less NDT depth |
| Vendor B (EU) | Investment casting, machining | IATF 16949 (often) | SOP 8–12 wks | Tighter tolerances; premium cost |
Case study (quick): pump housing
We migrated a 25 kg ductile iron housing to resin sand casting. With simulation tweaks (feeder necks and chills), x-ray defects fell by ≈38%. Final tensile hit ASTM A536 65-45-12; hardness 170–190 HB. Salt-spray with ED coat reached 480 h to red rust. Lead time: tooling 3 weeks; PPAP Level 3 in week 7. The buyer’s words: “Finally predictable.”
Customization playbook
- DFM within 48–72 hours; tolerance stack with ISO 8062-3 reference.
- Prototype via printed cores for one-off casting.
- Material certs EN 10204 3.1; NDT per ASTM E1444/E709; hydrotest for pressure parts if required.
- Finish options: shot/sand blast, primer, powder, ED; stainless passivation per ASTM A967.
Quality and standards (the boring but vital bit)
Dimension checks vs ISO 8062-3, tensile per ASTM A370, hardness ISO 6508, surface per ISO 8501 (blasting). Ask for sampling plans (e.g., ANSI/ASQ Z1.4 AQL 1.0–2.5). Traceability with heat numbers—non-negotiable for safety-critical casting.
Where it makes sense
If you need 100–10,000 pieces/year, complex internal passages, and a rugged coating stack, this path beats billet machining most of the time. If you need CT4 tolerance and mirror finishes everywhere—well, maybe not sand casting. Be honest about function-critical faces and let machining handle the rest.
Authoritative citations
Hebei Mingda International Trading Company is a trading company which is specialized in castings, ODM Ductile Iron Manhole Cover forgings and machinery parts.Our products include all kinds of raw castings to be made of ductile iron , grey iron , brass , stainless steel and aluminums, machined castings and forged parts .ODM Ductile Iron Covers To make these parts according to the customers’Custom Iron Casting drawings , we have relative suitable production craft and equipments, such as resin sand , sand mould , hot core boxes , lost-wax , lost –foam and so on Iron Casting Manufacturer Custom.Specially for hydrant bodies and valves’Ductile Iron Manhole Cover Manufacturer bodies, we have collected rich experience for these products in the past 16 year’s actual production, Now we are proud of our products with good surface and high quality material. Iron Casting ManufacturerWhatever,we have been trying our best to provide our customers with better quality castings by improving production crafts and more careful quality control.Cast Iron Castings Manufacturer|super blog