Industrial casting in 2025: what buyers are really asking for
If there’s one process that still surprises me, it’s casting. The tech evolves, yet shop-floor truths remain: tolerance is king, porosity is the villain, and real-world lead time is the ultimate reality check. At Mingda Metals (origin: Gelan Building, No.256 Xisanzhuang Street, Shijiazhuang, Hebei, China), Industrial casting has quietly expanded from sand to lost-wax, with finishes that would have seemed “luxury” a decade ago.
What’s trending (and what’s hype)
Three trends I keep hearing about: (1) near-net-shape investment casting to cut machining minutes, (2) smarter cores—cold and hot—that stabilize dimensional drift, and (3) coatings like ED that push corrosion protection beyond old-school primers. In truth, many customers say they want “3D-printed molds,” but what they really need is better gating and a clean NDT plan.
Process flow that actually ships parts
- DFM review and alloy pick (carbon steel, ductile iron, stainless; ASTM A216 WCB, ASTM A536, etc.).
- Tooling and cores: resin sand, cold core, hot core; investment patterns for lost-wax casting.
- Trial pour and solidification tuning (risers, chills, venting).
- Heat treatment: normalize/QT or solution + passivation for stainless.
- Machining, then finishes: shot/sand blasting, polishing, surface passivation, primer, powder, or ED-coating.
- Inspection: CMM, UT/RT/MT/PT per spec; mechanical testing; coating thickness checks.
- Packing and documentation: PPAP (if automotive), full traceability.
Industrial casting — key specifications
| Parameter | Spec (≈ / typical) |
|---|---|
| Processes | Sand casting, Resin sand, Cold/Hot core, Lost-wax casting |
| Weight range | 0.2–200 kg per piece |
| Alloys | Carbon steel (ASTM A216 WCB), ductile iron (ASTM A536), stainless (CF8/CF8M), others on request |
| Tolerances | ISO 8062 CT8–CT10 sand; CT6–CT7 investment (real-world use may vary) |
| Surface roughness | Ra ≈ 6.3–12.5 μm (sand); 3.2–6.3 μm (lost-wax) |
| Finishes | Shot/sand blasting, polishing, passivation, primer, powder coating, ED-coating |
| Testing | UT/RT/MT/PT; tensile per ASTM A370; hardness per ISO 6506; CMM |
| Certifications | ISO 9001; IATF 16949 (for auto programs) |
| Service life | ≈ 5–20 years depending on load/corrosion environment |
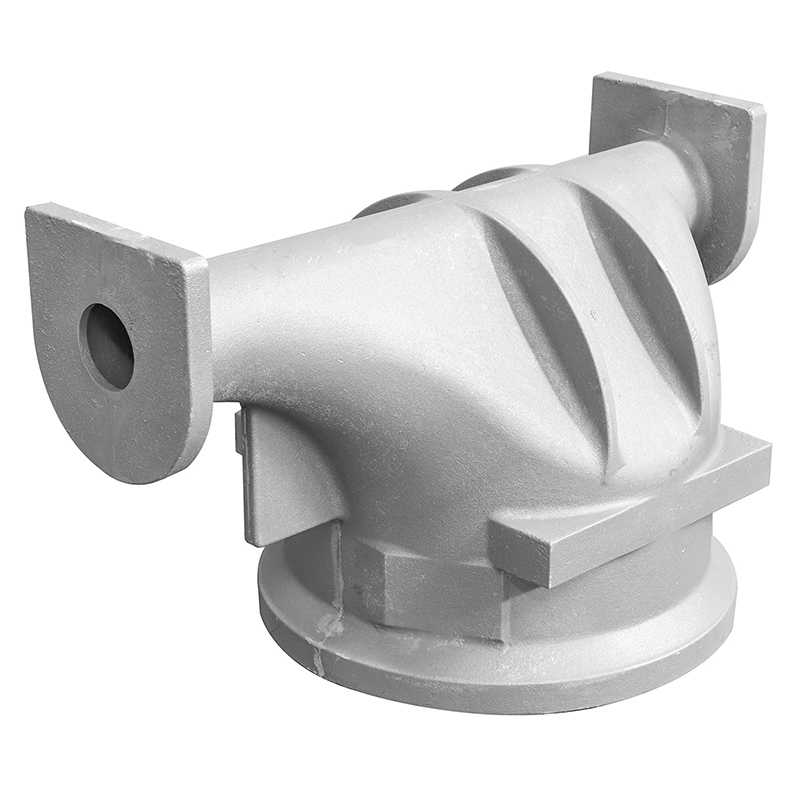
Quick test snapshot from a recent pump housing: ultimate tensile 450 MPa, elongation 18%, hardness 170 HB; ED coat 60–80 μm; neutral salt spray passed 480 h. Not exotic—just solid engineering.
Where it’s used (and why it wins)
Applications: pump/valve bodies, gearbox housings, brake brackets, rail couplers, agricultural hubs, compressor volutes. Advantages of good casting over fabrication: better topology freedom, fewer welds, and sometimes 10–15% material savings. Customers like that it “just fits” after a few DFM loops—surprisingly, that’s often enough to beat CNC-from-solid on total cost.
Vendor landscape (my quick take)
| Vendor Type | Lead Time | Tolerances | Certs | Customization | Cost |
|---|---|---|---|---|---|
| Mingda Metals (Industrial casting) | Tooling 2–4 wks; production 2–3 wks | CT6–CT10 depending on process | ISO 9001, IATF 16949 | High (DFM + NDT plan) | Mid |
| Regional job shop | 1–2 wks small lots | CT8–CT11 | ISO 9001 (varies) | Medium | Mid–High |
| Overseas mass producer | 4–8 wks + ocean | CT7–CT9 | ISO 9001, others | Medium–High | Low |
Customization that moves the needle
- Alloy tuning for corrosion vs. cost; heat-treatment recipes to hit impact targets.
- Gating/risers optimized to shrink porosity (Niyama factor checks actually help).
- Machining allowances and datum strategy baked into the casting drawing.
- Marking, serialization, and PPAP Level 3 for automotive launches.
Mini case notes
A European pump OEM switched a welded volute to investment casting: leak paths dropped 32%, assembly time down 18%. Another one—an ag-equipment hub in ductile iron—survived winter field abuse with just a normalization tweak and ED coat upgrade. Not flashy, just practical wins.
Standards that actually get cited
Most programs reference ISO 8062 for tolerances, ASTM A216/A536 for materials, ASTM E1444 for MT, ASTM A370 for tensile, and ISO 6506 for Brinell. If you’re in rail or auto, expect IATF 16949 paperwork. To be honest, it’s paperwork-heavy—but it keeps the casting honest.
Authoritative citations
- ISO 8062-3: Geometrical tolerancing for castings.
- ASTM A216/A216M: Steel castings, carbon, for high-temperature service.
- ASTM A536: Ductile iron castings.
- ASTM A370: Mechanical testing of steel products.
- ASTM E1444/E1444M: Magnetic particle testing.
- ISO 6506: Metallic materials — Brinell hardness test.
- IATF 16949: Automotive quality management systems.
Hebei Mingda International Trading Company is a trading company which is specialized in castings, ODM Ductile Iron Manhole Cover forgings and machinery parts.Our products include all kinds of raw castings to be made of ductile iron , grey iron , brass , stainless steel and aluminums, machined castings and forged parts .ODM Ductile Iron Covers To make these parts according to the customers’Custom Iron Casting drawings , we have relative suitable production craft and equipments, such as resin sand , sand mould , hot core boxes , lost-wax , lost –foam and so on Iron Casting Manufacturer Custom.Specially for hydrant bodies and valves’Ductile Iron Manhole Cover Manufacturer bodies, we have collected rich experience for these products in the past 16 year’s actual production, Now we are proud of our products with good surface and high quality material. Iron Casting ManufacturerWhatever,we have been trying our best to provide our customers with better quality castings by improving production crafts and more careful quality control.Cast Iron Castings Manufacturer|super blog